




Reactive lubricants METALSTAR for tube drawing
METALSTAR are reactive lubricants based of the fatty acids and the polyphosphoric acid. Thelubricants do not contain mineral oils and sulphur. Special so-called "high pressure agents" are added in the METALSTAR structure to decrease the frictional coefficient during the drawing process.
The lubricants are used in the operations relating to the cold strain of the steel, that are:
- welded tubes drawing;
- seamless tubes drawing;
With the reactive lubricants application the standard technological stages of the steel processing for deformation, phosphating and applying lubricating layer, are combined into the single operation.
Reactive lubricants METALSTAR are used for the carbon steel processing and mainly applied on the surface according to the immersion method or fed directly to the deformation zone.
The surface after drawing has the very low roughness, specular gloss and along with the anticorrosive protection shows almost complete lack of the remaining lubricant.
Preliminary preparation:
Bright annealing and etching
After the bright annealing there is no scale on the tubes surface, and consequently there is no obstacle to its contact with the reactive lubricant.
After the annealing in the ordinary medium the tubes should be etched (better in the chlorhydric acid) before the reactive lubricant application.
The heat treating quality is the key moment for the further stages of the processing.
Chemical reactions
METALSTAR reacts with the metal surface and generates the inorganic substrate layer on which the lubricating surface will be deposited.
This very fast reaction starts from the dissolution of the metal layer on the boundary with the lubricant. In this diffusion zone the exchanging with the fresh lubricant that has not entered into a reaction is very low and there is only small amount of available water for the hydrolysis of the polyphosphoric acid. The iron-phosphate layer is generated on the surface, then the additives that decrease the friction factor are adsorbed, and finally the blank is covered with the METALSTAR lubricant, that has not entered into the reaction.
The standard parameters of the technological process
- The bright annealing or etching
- The processing in the METALSTAR lubricant (time - 5-20 minutes, temperature 20-25оС)
- Drop of the lubricant (time 0,5 minutes, temperature 20-25оС)
- Drawing
The inorganic substrate layer consists of the blend of the amorphous iron-phosphate (phosphophilit) with the iron stearate that prevents the corrosion generating after the drawing.
The main factors, that affect the drawing process, are the adherence of coating and the content of the stearin in it.
Average discharge of the lubricant - 17-23 g/m2
APPLICATION
Before the processing in the reactive lubricant the parts should not be too wet, otherwise undesired desaturation of the solution, relating to the water transferring on the parts, will take place. The surface should not also be alkaline, otherwise neutralization of the lubricant will take place.
To provide optimal results it is necessary to take into account the following number of parameters: the mark of the steel to be processed (activity of the surface), temperature, the content of water in the lubricant, processing time, neutralization value, tube exhibition time to provide drop of the lubricant, smoothness of the application (the immersion method), surface roughness, preliminary processing (etching, sand-blasting, etc.)
The alloying additions such as chrome, nickel and molybdenum usually decrease the weight of the surface.
Processing time and dissolution of the boundary layer are interrelated, thus it is necessary to select the optimal processing time. The detailed information can be found in the technical documentation of the lubricant.
The content of water in the lubricant is the very important parameter, because hydrolysis of the polyphosphoric acid is directly connected with the content of water in the solution. The optimal value can be found in the technical documentation (it is usually 1-2 mass % of water).
Heightened or low content of water upsets the process of surface forming.
Owing to circulation of the solution and its temperature (if the lubricant requires heating) the water gradually evaporates (or removes), and it is necessary to feed the lubricant with water. In this way, for example, at the high operating temperature the loss of water in a day is under 0,3-0,6%
Too high water content also upsets the balance of the lubricant. As the solution of the reactive lubricant is the emulsion, the excess water emulsifies and the solution gets the milk color. As a result there will be the following forming of corrosion and dirty surface with higher weight.
For the reduction of water amount in the lubricant it is necessary to increase its temperature and circulation rate.
The weight of the iron-phosphate surface is 1 - 4 g/m2, depending on the processing conditions, surface roughness and activity of the metal.
The total weight of the surface can be equal to 5-25 g/m2.
The METALSTAR lubricant consumption depends to a large extent on the time of its drop after exhibition in the bath (in this case the lubricant viscosity is a major parameter: more viscous product drops worse from the processed blank, especially when the heating is not taken into account, that will eventually involve the heightened entrainment of the product).
Control and correction
Control of the lubricant solution carries out by testing of the water content (the Marcusson method: boiling in the toluol during 1 hour with the application of the separator tube, using the azeotropic properties of the toluol-water solution) and neutralization value (using the method of titration with sodium hydroxide).
Lubricant replenishment by water is carried out on the production breaks, at a moment when there are no processing tubes in the bathes. The water should be added to the zone that is situated at a shortest distance to the circulation pump (or air stream) to provide the maximal efficiency of mixing. After the adding of water it is necessary to wait for 10 minutes to start working with the solution.
Correction of the bath also carries out according to its neutralization value test . During the chemical reaction the content of P2O5 decreases; after some time its decreased constant value has been settled, that does not affect the surface forming. But, however, it should be within the limits prescribed by the instruction for the lubricant.
Decrease of neutralization value occurs especially actively at elevated temperatures (accelerated surface forming), for long-term processing caused also by long-term drop of the lubricant. In this case solution replenishment by the "fresh" lubricant is carried out.
Entry of alkaline (cleaning) solutions in the bath of METALSTAR leads to the lubricant neutralization, that involves deterioration of the drawing process because the surface is connected worse with the base metal. It also leads to increase of the solution viscosity, owing to entry of salts in the bath.
The lubricant neutralization can be caused by the reaction with metal (equipment), iron particles in the lubricant (it is advisable to provide the magnetic filter in the circulation system) or corrosion traces on the processing surface.
Between the processing and drawing it is allowed to keep the tubes for a certain period of time (to 8 hours at the room temperature). It is necessary to take into account, that the unreacted lubricant can cause forming of the corrosion!
Drawing
As it was said drawing can be carried out on the standard cold drawing mills, in this case the tubes should be preliminary processed in the bath with the lubricant or in the circulation plant (e.g. Schumag), in this case the reactive lubricant should be fed directly to the deformation zone on the unprocessed (but etched and annealed) tube. The perforated mandrel, that introduces into the tube, fed the lubricant inside the tube.
In most cases reductions account for 25 to 35%, sometimes to 55% (it depends on the tube diameter and thickness of the pipe wall). Drawing rate amounts to 40-60 m/min.
Drawing can be carried out in 1-3 stages, depending on properties of the processing metal. In most cases the ordinary materials (low-carbon steel) at normal conditions of drawing allow to carry out the reduction in one stage without the interstage annealing. More exact information is in the lubricant technical description.
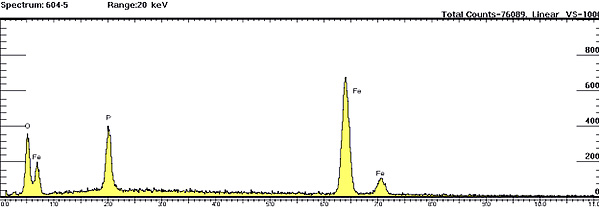
Surface roughness
The surface roughness Ra of the welded tubes after drawing amounts from 0,1-0,15 µm to 0,6. In practice there are cases where the roughness amounts to lower then 0,1 µm, but such a low value does not always have the positive effect.
Influence of the drawing rate on the weight of residual coating
(hot-rolled steel, surface weight before drawing - 1,2 g/m2)
Temperature - 33оС , processing time - 40', drop time - 30'(25оС);
Drawing rate - 30 m/min, reduction - 45%, Ra - 0,09-0,16 µm;
Remaining lubricant - 0,4-0,5 g/m2, surface weight after drawing - 1,0-1,2 g/m2.
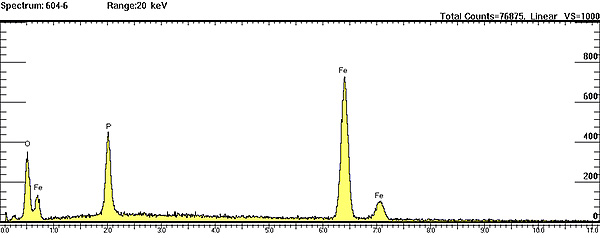
Temperature - 33оС , processing time - 40', drop time - 30'(25оС);
Drawing rate - 40 m/min, reduction - 45%, Ra - unknown;
Remaining lubricant - 0,4-0,5 g/m2, surface weight after drawing - 1,3-1,6 g/m2.
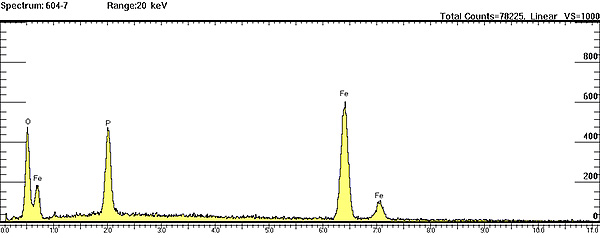
Temperature - 33оС , processing time - 40', drop time - 30'(25оС);
Drawing rate - 50 m/min, reduction - 45%, Ra - 0,18-0,28 µm;
Remaining lubricant - 0,75-0,9 g/m2, surface weight after drawing - 1,9-2,0 g/m2.
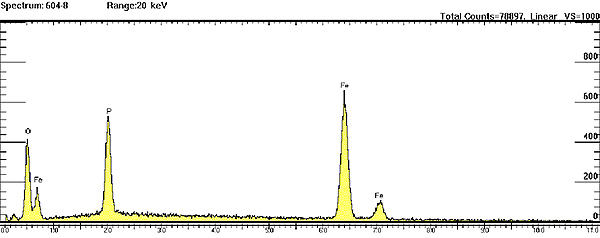
Temperature - 33оС , processing time - 40', drop time - 30'(25оС);
Drawing rate - 60 m/min, reduction - 45%, Ra - 0,08-0,11 µm;
Remaining lubricant - 0,58-0,63 g/m2, surface weight after drawing - 2,5-2,7 g/m2.
Additional information
All parts of the system, contacting with METALSTAR, must be made from the stainless steel (AISI 316) or the other material resistant to phosphoric acid.
A storage must be additionally equipped with the following equipment:
- Recirculating pump (or at least air feeder) to maintain homogeneity of the solution. Mixing of the cold lubricant by the pump can cause foaming!
- Filtration system to remove iron particles
In addition it is recommended to install the heating flume for collecting the unreacted lubricant, that subsequently should be returned into the bath. Or it is also possible to provide a short range of dropping time.
Permanent and exact parameters control and filtration increase the lubricant service.
Corrosion protection
Corrosion protection is provided by the following factors:
- Before drawing: thick layer of the lubricant protects from the corrosion. A long period of time for tube exhibition is allowed before drawing (see above).
However, it is not recommended to keep the tubes in the lubricant for several days, because in this case acidity of the product causes slow progress of the reaction and corrosion forming on some surface patches, or it generates too thick coating, that is also the negative factor for drawing.
- After drawing: the residual lubricant layer and the iron-phosphate layer provide corrosion protection for the period to several months.
Heightened humidity and temperature or open storage accelerate the process of corrosion forming.
After drawing the remaining lubricant on the tube does not react with the base metal.
Tube cleaning after drawing with the reactive lubricant.
Alkalescent degreasing compositions are usually applied. Neutral washing compositions are applied at the low content of remaining lubricant. It is possible to apply the combined use (degreasing/iron-phosphating for colouring) compositions for tubes preparation for subsequent colouring (e.g. bicycle frames or dampers production).
Presence of dark, dirty patches on the surface can be caused by the following factors:
- bad atmosphere in the furnace before the lubricant application (carbonic remains)
- high alkalinity of the degreasing composition (interaction with the lubricant)
Additional information can be found in the certain presentation of the METALSTAR lubricant, technical descriptions and Material Safety Data Sheet.
For further information or technical offer on the above-mentioned materials and processes contact the Technical Service.
MetalChem company provides its customers technical support during developing of the technologies, tests and also ensures regular technical service during the whole period of applying its materials.
Reprinting or copying only in agreement to MetalChem LTD.